The global underground mining equipment industry is currently undergoing a paradigm shift. As surface-level mineral deposits continue to deplete, the world’s major mining conglomerates are venturing deeper into the earth, demanding Underground Mining Equipment Systems that can withstand extreme pressures, high temperatures, and hazardous atmospheric conditions. From the gold mines of South Africa to the coal seams of Australia, the demand for high-reliability, automated systems is at an all-time high.
Industrial giants now prioritize systems that offer not just performance, but also a seamless integration of digital monitoring and mechanical robustness. As a leading manufacturer, Shenzhen SNECMA AeroTech Co., Ltd. stands at the forefront of this evolution, supplying critical components such as heavy-duty drive axles, automated fire suppression, and intelligent hydraulic controls that form the backbone of modern subterranean operations.
Modern mines are reducing human exposure to hazardous environments. Our User-Friendly Operation and Control Systems for conveyors and machinery allow for remote monitoring, significantly reducing the risk of workplace accidents while maximizing equipment uptime.
To comply with global ESG (Environmental, Social, and Governance) targets, there is a massive push toward electric drivetrain systems. Our China-made drive-train solutions are optimized for high-efficiency torque delivery, reducing the carbon footprint of underground mining trucks and loaders.
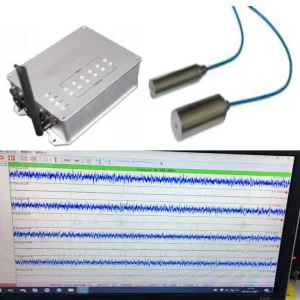
Safety is no longer an add-on; it is built-in. From Microseismic Detection Systems that predict tunnel collapses to automatic fire extinguishers, integrated safety is the primary requirement for tier-1 global mining sites.
Procuring Underground Mining Equipment Systems from a Chinese professional manufacturer offers distinct advantages in the current geopolitical and economic climate. As a supplier based in Shenzhen, the "Silicon Valley of Hardware," we bridge the gap between heavy industrial engineering and cutting-edge technology.
Our mobile hydraulic systems utilize advanced metallurgy and precision engineering to deliver more power in a smaller footprint, crucial for the confined spaces of underground mining.
Unlike standard off-the-shelf suppliers, we offer deep customization. Whether it’s a 25m³/H water filtration system or a specific drivetrain for an ultra-class truck, we adapt to your local mining geology.
We leverage China's robust industrial supply chain to provide high-quality components at competitive price points, ensuring that your CAPEX and OPEX are optimized without sacrificing safety or reliability.
Experience & Professionalism: Shenzhen SNECMA AeroTech Co., Ltd. is not just a supplier; we are a partner in heavy industrial engineering. We focus on material handling systems, mining machinery, and road construction equipment solutions. Our commitment is to deliver reliable, efficient, and high-performance industrial machinery designed to meet the demanding requirements of mining, infrastructure development, and large-scale material transport operations.
In remote mining camps and deep excavations, water quality is a major challenge. Our Heavy-Duty Reverse Osmosis Water Purification Systems and desalination units convert harsh mine water into drinkable or industrial-grade water, ensuring the sustainability of operations in arid regions like Western Australia or the Atacama Desert.
Engines in underground loaders and trucks operate under high load and heat. Our Cartridge Type Vehicle Fire Suppression Systems provide 24/7 automatic protection, utilizing dry powder or chemical agents to extinguish fires in seconds, protecting both multi-million dollar assets and human lives.
The Advanced Microseismic Detection System provides real-time alerts for rock bursts and structural shifts. This professional-grade equipment is essential for deep-level hard rock mining where pressure management is critical for worker safety.
Shenzhen SNECMA AeroTech Co., Ltd. is a professional manufacturer and supplier specializing in heavy industrial engineering equipment, focusing on material handling systems, mining machinery, and road construction equipment solutions. The company is committed to delivering reliable, efficient, and high-performance industrial machinery designed to meet the demanding requirements of mining, infrastructure development, and large-scale material transport operations.
With strong engineering capabilities and advanced manufacturing technologies, SNECMA AeroTech provides a wide range of solutions including bulk material conveying systems, heavy-duty handling equipment, mineral processing machinery, excavation and earthmoving systems, and road construction equipment. These systems are widely used in mining sites, construction projects, logistics hubs, and infrastructure development sectors where durability and efficiency are critical.
The company emphasizes innovation, safety, and operational efficiency. By integrating intelligent control systems and modern mechanical design, its equipment helps improve productivity, reduce downtime, and optimize resource utilization in complex industrial environments.
Shenzhen SNECMA AeroTech Co., Ltd. also supports OEM and ODM customization services to meet diverse global customer requirements. With a strong focus on quality control and continuous R&D investment, the company aims to become a trusted global provider of advanced heavy industrial solutions.











Global mining procurement departments are looking for more than just a low price. They require Technical Authority and Reliability. Key procurement factors include:
By specializing in critical subsystems—fire suppression, hydraulics, and drivetrains—we offer a unique value proposition: high-tier components that can be retrofitted or integrated into existing underground mining platforms.