The global demand for Bulk Material Conveying Systems is reaching unprecedented levels. As industries transition toward Industry 4.0, the need for automated, enclosed, and high-capacity transport systems has become the backbone of modern manufacturing. From mining operations in Australia to pharmaceutical plants in Germany, the emphasis is on reducing labor costs and eliminating material waste.
Key trends include the integration of IoT for predictive maintenance, energy-efficient motors to reduce carbon footprints, and the shift toward vacuum conveying to ensure dust-free environments. Advanced systems now incorporate AI-driven dosing and weighing modules to ensure precision in chemical and food processing.
Modern suppliers must offer more than just hardware. Expertise in pneumatic transport, dense phase versus dilute phase analysis, and material-specific friction calculations is essential. Specialized systems like the Tube Chain Conveyor are gaining popularity for fragile material transport.
Shenzhen SNECMA AeroTech Co., Ltd. is a professional manufacturer and supplier specializing in heavy industrial engineering equipment, focusing on material handling systems, mining machinery, and road construction equipment solutions. Our systems are engineered to handle everything from fine powders to abrasive minerals.
Bulk material conveying is the heart of industrial productivity. Whether it is cement, fly ash, oilseeds, or pharmaceutical powders, the efficiency of your conveying system directly impacts your ROI. Our company is committed to delivering reliable, efficient, and high-performance industrial machinery designed to meet the demanding requirements of mining, infrastructure development, and large-scale material transport operations.
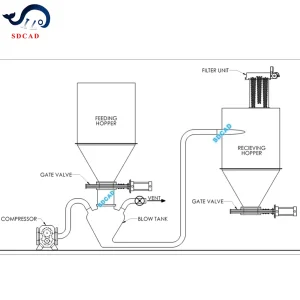
Utilizing air pressure or vacuum to move materials through pipes. Ideal for powder bulk materials, ensuring no contamination and flexible routing through complex factory layouts. Includes Dense Phase for low-velocity, high-capacity transport.
A mechanical solution for optimized bulk material transport. It is particularly effective for hazardous or delicate materials, providing a totally enclosed, dust-tight environment that protects both the product and the operator.
Integration of weighing, mixing, and dosing systems into the conveying line. This "all-in-one" approach, as seen in our Bulk Material Handling System, allows for seamless transition from storage silos to processing units.
With strong engineering capabilities and advanced manufacturing technologies, SNECMA AeroTech provides a wide range of solutions including bulk material conveying systems, heavy-duty handling equipment, mineral processing machinery, excavation and earthmoving systems, and road construction equipment. These systems are widely used in mining sites, construction projects, logistics hubs, and infrastructure development sectors where durability and efficiency are critical.
The company emphasizes innovation, safety, and operational efficiency. By integrating intelligent control systems and modern mechanical design, its equipment helps improve productivity, reduce downtime, and optimize resource utilization in complex industrial environments.
For heavy-duty industries, our Premium Bulk Material Silo Conveying System is essential for mines and ports. It handles high-volume mineral ores and coal, withstanding harsh environmental conditions while maintaining high throughput.
The handling of cement dry fly ash requires positive pressure rotary feeders and venturi eductors. Our systems prevent clogging and ensure a steady flow of materials for large-scale infrastructure projects.
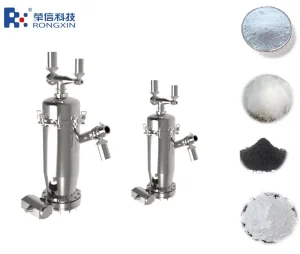
High-Efficiency GMP Vacuum Conveying Systems are designed for sanitary environments. They ensure that sensitive powders like flour, sugar, or pharmaceutical ingredients are moved without contamination.
In the oilseed and rapeseed industry, drag conveyors and handling systems are vital for moving bulk seeds from unloading bays to processing mills with minimal breakage.
Jumbo Big Bag loading and unloading systems streamline the handling of bulk truck systems for fly ash and chemicals, reducing manual labor and increasing safety.
Vertical bulk material conveying systems are crucial for optimizing vertical space in factories, moving materials from ground-level silos to elevated production lines efficiently.











Shenzhen SNECMA AeroTech Co., Ltd. also supports OEM and ODM customization services to meet diverse global customer requirements. With a strong focus on quality control and continuous R&D investment, the company aims to become a trusted global provider of advanced heavy industrial solutions for material handling, mining, and road construction industries.