1 / 5

Complexity, danger and physical aspects of engine fire: As the need to reduce emissions increases (Tier 4f and EPA 2013), higher fuel pressure causes the temperature in the engine compartment to rise sharply. Statistics show that nearly 55% of mine fires originate from vehicle fires, primarily caused by hot surfaces and overheating.
Mining operations are highly sensitive to unplanned downtime. Igniting an engine fire involving diesel and hydraulic oil under high pressure can lead to catastrophic events, vehicle damage, and safety risks to drivers.


| System Name | TMG-SAFETY Mining Machine Fire Systems |
| Available Models | 6L, 9L, 12L, 20L, 25L, 50L (Selection based on engine displacement) |
| Extinguishing Agents | 3% AFFF Foam / FM200 / Dry Powder |
| Working Pressure | 14 Bar |
| Testing Pressure | 27 Bar |
| Cylinder Material | St12 with Red Painting |
| Activation Temperature | 140ºC |
| Certificates | CE, EN3, EN671, UL, LPCB, MED |
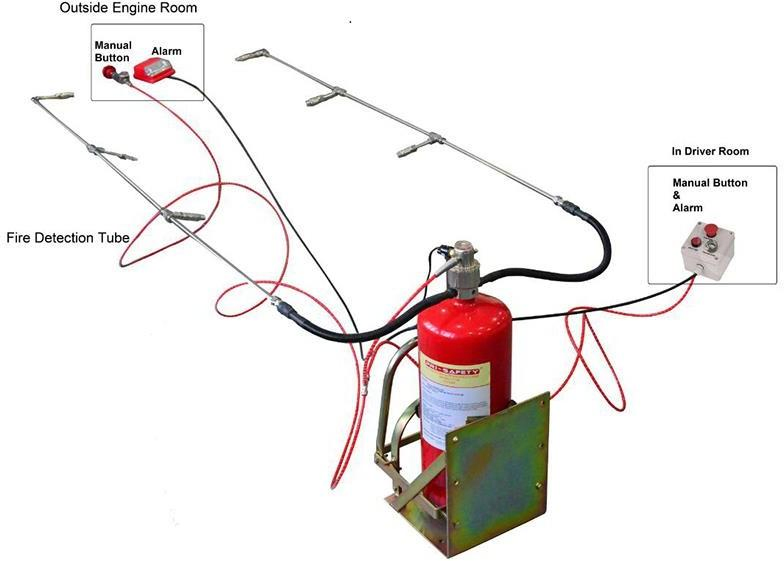
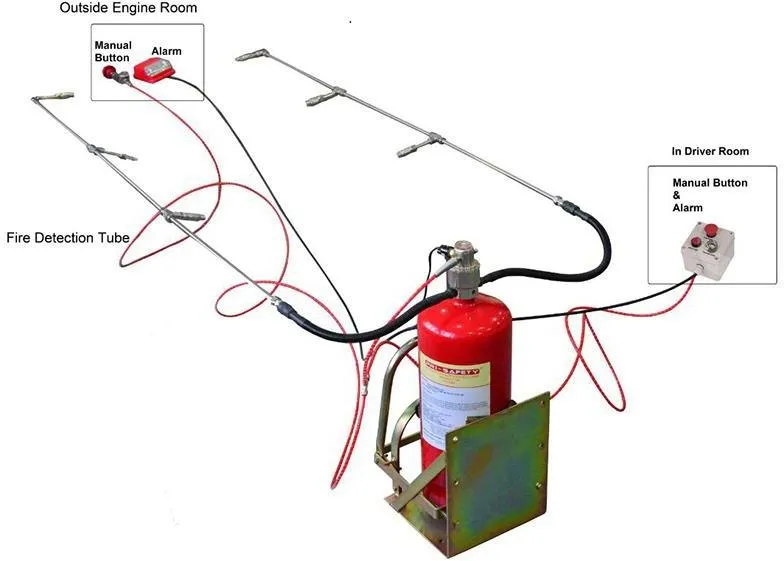
Detection: The detection tube ruptures when the temperature reaches 140ºC, releasing pressure through the hole. Alternatively, the manual button can be pushed to release pressure.
Activation: The resulting drop in pressure causes the head valve to activate. Simultaneously, the fire alarm is triggered.
Discharge: The valve opens and the extinguishing agent is discharged through the tubing to the nozzles.
Suppression: The agent covers the engine area, suppressing the fire quickly and thoroughly. The system is totally independent of electricity.

Products are manufactured to the highest quality standards with multiple international approvals including CE, EN3, EN671, UL, LPCB, and MED.