1 / 5
The Vacuum Suction Conveyor is a cutting-edge and highly efficient vacuum conveying system, perfect for handling powder materials and powder-particle mixtures. This advanced equipment seamlessly transports various materials to the hoppers of packaging machines, injection molding machines, crushers, and other devices. It also effectively delivers mixed materials directly to mixers, significantly reducing worker labor intensity and tackling the issue of dust overflow during feeding.
| Model Parameters | RXXL-14 | RXXL-33 | RXXL-56 |
|---|---|---|---|
| Volume (L) | 14 | 33 | 56 |
| Power (W) | 200 | 200 | 200 |
| Air Consumption (L/Min)/Mpa | 100/0.6 | 100/0.6 | 100/0.6 |
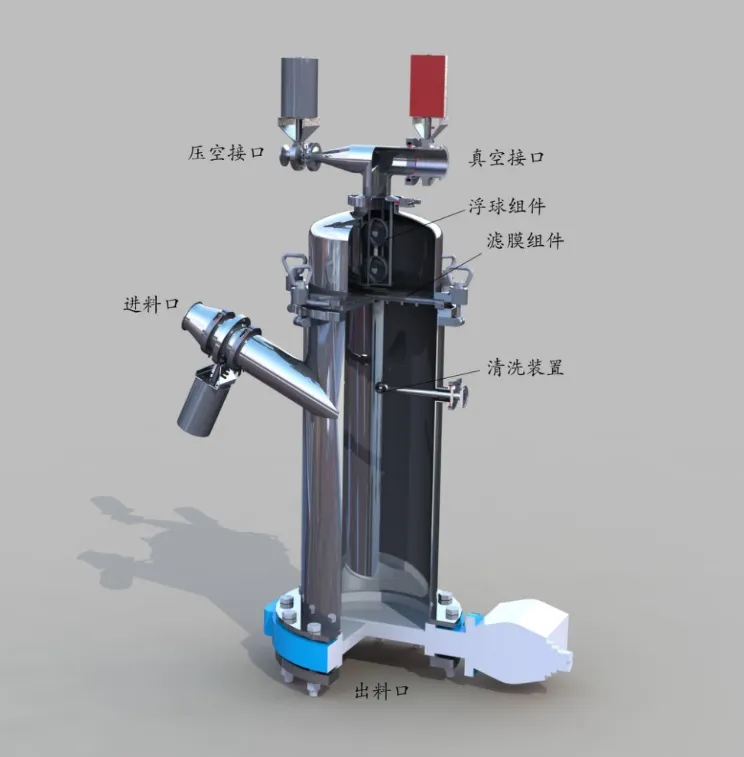
| Vacuum Interface | Quick 2inch | Quick 3inch | Quick 4inch |
| Inlet Interface | Quick 2inch | Quick 3inch | Quick 4inch |
| Capacity (t/h) | 2.5-5.5 | 4-7 | 6-8 |
| Weight (kg) | 37 | 40 | 65 |
| Dimension (mm) D*H | Φ400*1000 | Φ400*1250 | Φ650*1350 |

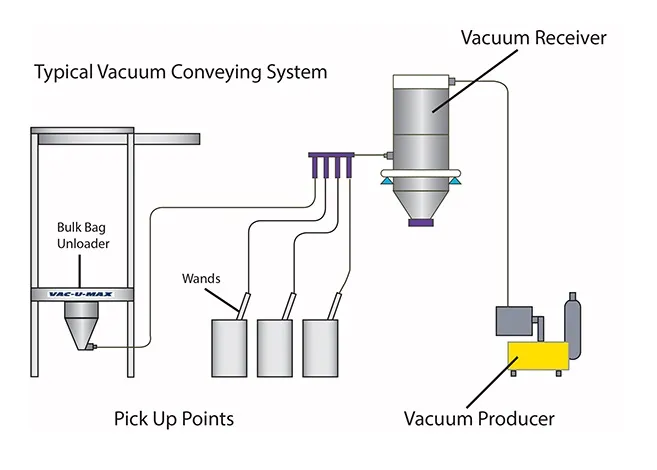

(1) Ideal for centralized transportation from multiple sources to a single destination.
(2) Convenient for materials at elevated or deep-ground levels.
(3) Optimal for narrow sections of tanks or hoppers.
(4) Eliminates dust at the feeding point.
(5) Simple structural design and easy to operate.
(6) Suction-type conveyance prevents air pollution from pipeline leaks.
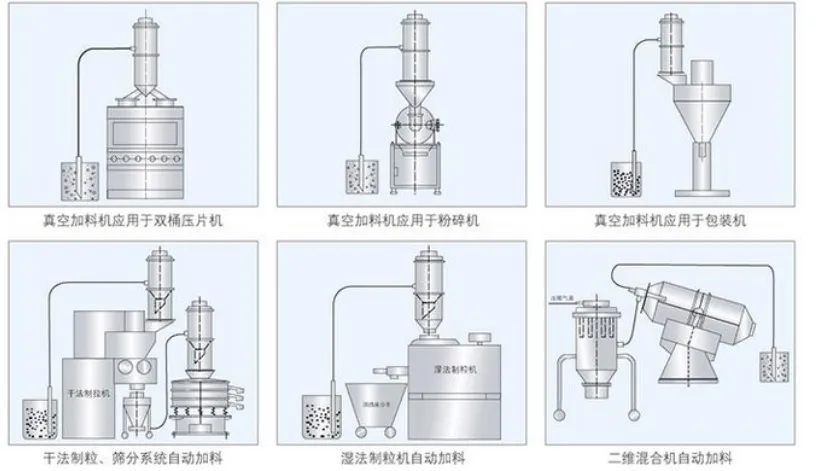
The vacuum conveying system integrates with primary process equipment like mixers, granulators, and packaging machines. Widely adopted in pharmaceutical raw materials (API), food powder, battery materials, and fine chemicals to optimize production processes.