Engineered infrastructure and structural hardware systems supplying global distribution hubs and mega-fulfillment facilities.
In the age of hyper-speed commerce and automated operations, the term "E-commerce Fulfillment Solutions" goes far beyond digital inventory systems and barcode scanners. It encompasses the heavy-duty engineering infrastructure, advanced material handling, structural integrity, and robust pavement foundations that permit logistics hubs to run without downtime. Modern distribution systems handle millions of operations hourly, placing unprecedented structural demands on concrete subbases, multi-tier racking systems, automated conveyors, and materials sorting machinery.
This report examines the top factories and suppliers powering this growth. From high-grade modular scaffolding platforms supporting sorting walkways to air-bearing casters facilitating the movement of heavy machinery, the structural components must achieve absolute durability. Ensuring optimized load distribution with geocell structures, maintaining heavy traffic areas with high-durability asphalt additives, and integrating high-torque servo motors in sorting operations are core elements that define a supplier's true capability.
Industrial procurement teams for global giants look for specific mechanical qualifications when sourcing fulfillment solutions. The operational criteria for high-throughput hubs focus heavily on material grade, dynamic load margins, and cross-platform compatibility.
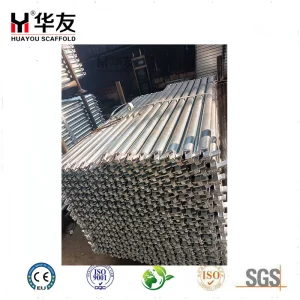
High-bay warehouses necessitate reliable scaffolding configurations (such as standard Layher or Haki modular ringlock mechanisms). These systems provide the load paths for automated storage and retrieval systems (ASRS) and overhead gantries, resisting both static storage weights and dynamic system vibration forces.
Conveying units require advanced automated truss manipulators, reliable screening panels (polyurethane screening for separation), and vacuum systems. These ensure damage-free cargo routing and high-efficiency material handling from receipt to packing.
With thousands of AGVs moving over concrete slabs, and heavy trucks cycling through delivery bays, soil subgrade degradation must be prevented. The implementation of high tensile strength Geocells and modified asphalt polymer stabilizers ensures stable pavements and stops rutting under intense axle loads.
China continues to be the dominant global source for heavy logistics machinery and structural warehouse fixtures. The ecosystem advantage is not just about raw labor pricing, but is built on complex manufacturing integration, highly responsive R&D cycles, and deep component specialization.
Shenzhen and neighboring industrial hubs offer direct access to high-precision steel extrusion factories, advanced casting foundries, automated electronic design centers, and state-of-the-art coating installations. This close proximity allows factories to design, prototype, and manufacture custom solutions (such as customized servo-driven hydraulic pack systems or automated robotic truss manipulators) in a fraction of the time required by Western competitors.
Furthermore, local factories have developed robust OEM and ODM capabilities, meaning global logistics brands can request custom size variations, specific material coatings, or specialized control units that align perfectly with their proprietary warehouse blueprints.
Deploying heavy machinery and scaffolding infrastructure across different international regions requires navigating various regulatory landscapes. Leading factories prioritize compliance to ensure their equipment passes localized inspections seamlessly.
For instance, modular scaffolding systems like Ringlock and Haki structures must comply with EN 12810/EN 12811 structural safety standards in Europe and meet relevant OSHA guidelines in North America. These standards mandate strict testing protocols for load capacity, material stress margins, and structural configuration layout safety. Similarly, heavy equipment hydraulic power packs must integrate CE-marked electronics, flame-resistant hydraulic fluid options, and fail-safe safety valves to prevent catastrophic drops in oil pressure.
In addition to manufacturing safety compliance, leading suppliers offer localized support networks. This includes on-site installation supervision, engineering calculations for dynamic load profiles, and rapid-response parts centers located near global shipping lanes to minimize maintenance downtime.
Shenzhen SNECMA AeroTech Co., Ltd. is a professional manufacturer and supplier specializing in heavy industrial engineering equipment, focusing on material handling systems, mining machinery, and road construction equipment solutions. The company is committed to delivering reliable, efficient, and high-performance industrial machinery designed to meet the demanding requirements of mining, infrastructure development, and large-scale material transport operations.
With strong engineering capabilities and advanced manufacturing technologies, SNECMA AeroTech provides a wide range of solutions including bulk material conveying systems, heavy-duty handling equipment, mineral processing machinery, excavation and earthmoving systems, and road construction equipment. These systems are widely used in mining sites, construction projects, logistics hubs, and infrastructure development sectors where durability and efficiency are critical.
The company emphasizes innovation, safety, and operational efficiency. By integrating intelligent control systems and modern mechanical design, its equipment helps improve productivity, reduce downtime, and optimize resource utilization in complex industrial environments.
Shenzhen SNECMA AeroTech Co., Ltd. also supports OEM and ODM customization services to meet diverse global customer requirements. With a strong focus on quality control and continuous R&D investment, the company aims to become a trusted global provider of advanced heavy industrial solutions for material handling, mining, and road construction industries.











The logistics landscape is rapidly evolving towards high-density, vertical, and fully autonomous systems. Sourcing managers must plan for future requirements when purchasing infrastructure components today.
Key trends shaping the market include:
Answers to common structural and mechanical inquiries from enterprise logistics buyers.
Air bearing casters use high-volume compressed air to create a thin film between the load and the floor. This allows workers to move multi-ton machinery, conveyors, or mezzanine modules in any direction with minimal friction, eliminating the need for heavy overhead cranes and preventing damage to high-gloss warehouse floor coatings.
E-commerce logistics parks experience continuous heavy traffic from multi-axle freight trucks. Geocell and geogrid systems reinforce the underlying subgrade, distributing heavy loads laterally. This prevents base shifts, minimizes pavement rutting, and extends the operational life of loading docks.
Modular systems offer high load capacities and rapid assembly speeds. Ringlock and Haki structural steel nodes lock securely with wedge connections, offering excellent stability. This modular design makes them highly customizable for creating overhead walkways, sorting platforms, and equipment access stairs inside high-bay warehouses.
In continuous sorting operations, hydraulic pack components cycle rapidly, which can generate high heat. Servo-driven hydraulic packs only consume energy and produce heat when a movement command is active. Combined with high-efficiency cooling loops, they maintain a stable oil viscosity, preventing component wear and unexpected system downtime.
Yes. Utilizing advanced structural modeling and manufacturing systems, SNECMA provides complete OEM and ODM services. Equipment, structural dimensions, control programs, and paint finishes can be engineered to align with specific project requirements, environmental standards, and compliance frameworks.
High-capacity processing screens, mini excavators for facility preparation, and pneumatic conveyor components.