Shenzhen SNECMA AeroTech Co., Ltd. stands at the forefront of engineering excellence as a premier manufacturer and global exporter of high-precision heavy industrial equipment. We specialize in developing cutting-edge material handling systems, mining machinery, and road construction equipment solutions designed to meet the rigorous demands of mining concessions, infrastructure giants, and bulk transport operations worldwide. By leveraging advanced mechanical systems integrated with robotics principles, we transform conventional heavy processes into highly automated, safe, and efficient workflows.
Equipped with state-of-the-art manufacturing plants and deep R&D resources, SNECMA AeroTech provides robust bulk material conveying systems, complex mineral processing machinery, excavation systems, and automated road construction components. In an era where supply chain resilience and operational efficiency dictate market success, our machinery acts as the backbone for key infrastructure hubs, marine terminals, and processing plants globally.
Through continuous integration of intelligent control architectures, high-performance hydraulic systems, and IoT telemetry, we assist global operators in reducing unplanned downtime, improving resource yield, and achieving high levels of occupational safety in high-risk zones.
The convergence of mechanical heavy machinery with industrial robotics is transforming logistics and mining. Modern engineering demands intelligent feedback loops, smart hydraulic servos, and pneumatic automated delivery lines.
Integration of servo motors with proportional valve manifolds creates highly responsive closed-loop leveling systems. Used extensively in asphalt pavers and tunnel boring shields to guarantee millimeter-level precision under variable heavy loads.
Moving bulk fly ash, cement, and minerals requires positive pressure dense phase systems. The deployment of automated rotary feeders and venturi eductors minimizes material degradation, prevents pipe clogging, and optimizes airflow via real-time PLC telemetry.
Intelligent belt conveyors utilize speed sensors, auto-tensioners, and laser alignment tools. This minimizes mechanical stress, reduces power draw, and predicts belt tear occurrences prior to systemic failure, ensuring continuous material flow.
Our engineering metrics validate our position as a reliable industrial exporter.
Modern B2B buyers—procuring for mining complexes, port terminals, or municipal highway networks—face immense challenges. Equipment must not only meet safety regulations (such as CE, ASME, or local mining certifications) but also seamlessly interface with SCADA networks and remote diagnostic layers.
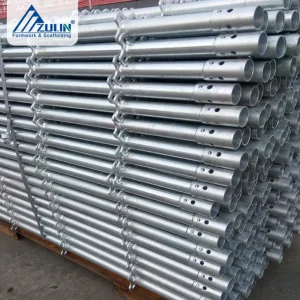
When sourcing from China, leading enterprises prioritize supply chain security and engineering customization over basic cost-efficiency. They require partners capable of providing tailored mechanical modifications, structural engineering audits, and robust anti-corrosion treatments (e.g., hot-dip galvanization for underground or marine setups).
Shenzhen SNECMA AeroTech addresses these critical indicators by combining specialized structural fabrication with high-quality components, such as servo-controlled hydraulic loops and wear-resistant steels for jaw crushers. This combination guarantees high ROI and lower Total Cost of Ownership (TCO).
Shenzhen, as an innovation cluster, enables SNECMA AeroTech to integrate mechanical design with intelligent electronics. Our production advantages include:
A visual overview of our heavy manufacturing capabilities, material handling machinery, mineral processing systems, structural designs, and components.











From subterranean extraction to high-density port terminals, our machinery is engineered to perform in the harshest environments globally.
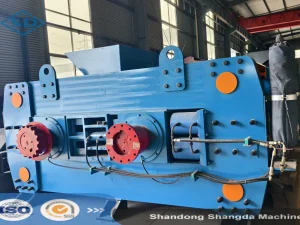
In underground mining, hauling raw minerals requires explosion-proof loaders, heavy structural conveyors, and crushers with integrated anti-block systems. The environment is harsh, with high humidity and dust. Operating electric load-haul-dump loaders remotely via integrated control panels minimizes worker risk while maintaining high tonnage output. Our automated jaw and roll crushers adjust their processing speeds dynamically based on load sensors, preventing material blocks and reducing energy draw.
Ports and transit hubs require continuous, high-volume material handling systems to load and unload iron ore, coal, grain, and dry fly ash. Our pneumatic conveying solutions use positive pressure dense-phase transport with rotary feeders and venturi eductors to move fine powders through pipelines without leakage. For heavy bulk ores, our belt conveyor systems are designed with high-grade hot-dip galvanized components to resist saltwater corrosion, guaranteeing reliable performance.
Achieving uniform surface roughness and grade in modern highway construction requires real-time height adjustment. Integrating high-speed electro-hydraulic servo valves into leveling cylinders allows paving screeds to adjust automatically to sub-base changes in milliseconds. Additionally, our structural scaffolding systems offer high load capacity and fast assembly times for elevated bridge spans and complex concrete formworks.
Inside chemical, steel, and cement plants, handling dry materials requires closed loop solutions. Small bag unloading systems must control dust emission while emptying raw additives. Positive-feed rotary valves supply the processing lines with precise quantities of materials. Combining these components with variable frequency drives and digital control loops creates a clean, automated, and efficient process.
An overview of technical upgrades showing how integrating automation components into heavy industrial systems improves operating efficiency.
Here are answers to typical technical questions from global B2B buyers regarding our manufacturing and exporting capabilities.