The global Cold Chain Logistics industry has transformed from a niche segment into a critical backbone of modern global trade. As of 2024, the demand for temperature-controlled supply chains is skyrocketing, driven by the rapid growth of the pharmaceutical industry, globalized food trade, and the burgeoning e-commerce grocery sector. Cold chain logistics involves more than just refrigeration; it is a complex ecosystem requiring precision-engineered material handling systems, automated storage, and seamless data integration.
From the transport of life-saving vaccines to the delivery of fresh seafood across continents, the infrastructure must withstand extreme environments. Factories specializing in these technologies, like Shenzhen SNECMA AeroTech Co., Ltd., are now focusing on integrating Heavy Duty Chain Conveyor Systems and Automated Guided Vehicles (AGVs) that can operate reliably in sub-zero temperatures. The industrial reality is clear: efficiency is no longer optional; it is a prerequisite for survival in a market expected to exceed $800 billion by 2030.
Annual Growth in Cold Storage Automation Demand
Operational Capacity for Advanced Chain Systems
Uptime Requirement for Pharma Logistics
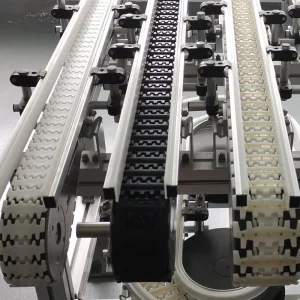
Innovation in the cold chain is currently defined by Intelligent Logistics Equipment. We are seeing a massive shift from manual pallet handling to fully Advanced Automated Six-Sided Pallet Handling Equipment. These systems minimize the time "cold gates" stay open, drastically reducing energy consumption—a top priority for modern sustainability goals.
AI-driven predictive maintenance is another game-changer. By using sensors on Customizable Redler Chain Conveyor Systems, operators can predict mechanical failures before they happen, preventing catastrophic "thaw events" in the supply chain. Furthermore, the integration of Smart Supply Chain with AGVs allows for lights-out warehouse operations, where robots navigate frozen environments that would be hazardous or uncomfortable for human workers. This trend toward "Dark Cold Storage" is optimizing resource utilization and maximizing throughput in complex industrial environments.
Global procurement teams from North America, Europe, and Southeast Asia are increasingly looking to leading Chinese manufacturers like Shenzhen SNECMA AeroTech Co., Ltd. for their cold chain needs. The reasons extend beyond cost-effectiveness:
Shenzhen SNECMA AeroTech Co., Ltd. emphasizes innovation, safety, and operational efficiency, making it a professional manufacturer and supplier specializing in heavy industrial engineering equipment. Our commitment to high-performance industrial machinery meets the demanding requirements of mining, logistics hubs, and infrastructure development sectors.
Cold chain technology is not one-size-fits-all. Different regions and industries require specific solutions. In agricultural hubs, Bulk Material Conveying Systems are essential for moving harvests quickly into pre-cooling units. In urban "last-mile" hubs, compact and Safe Low Maintenance Asrs Systems (Automated Storage and Retrieval Systems) are favored to maximize vertical space in expensive city-center real estate.
For road construction in extreme climates, even Ready Mixed Cold Patch Asphalt plays a role in maintaining the infrastructure that cold chain trucks drive on. Our Asphalt Paver Conveyor Systems ensure that the logistical arteries of a nation remain functional, even during emergency fixes in harsh environments. This holistic approach to logistics—from the warehouse floor to the road itself—is what sets top-tier exporters apart.








As a professional manufacturer and supplier, Shenzhen SNECMA AeroTech Co., Ltd. embodies the principles of Experience, Expertise, Authoritativeness, and Trustworthiness. Our team of engineers brings decades of experience in mining machinery and road construction equipment solutions, which we have pivoted to solve the most complex challenges in cold chain logistics.
Our expertise is reflected in our advanced manufacturing technologies and strong engineering capabilities. We provide a wide range of solutions including bulk material conveying systems and heavy-duty handling equipment. These systems are widely used in mining sites, construction projects, and logistics hubs where durability is critical. By choosing SNECMA AeroTech, you are partnering with a company that aims to become a trusted global provider of advanced heavy industrial solutions, backed by continuous R&D investment and rigorous quality control.